El objetivo de la calibración del extrusor es garantizar que la impresora haga pasar exactamente la cantidad adecuada de filamento a través del hotend durante la impresión.
Por ejemplo, si la impresora extruye poco filamento, la pieza quedará con huecos entre las capas, e incluso puede que no haya una buena adherencia entre las capas por lo que quedará la pieza mal.
En cambio, si la impresora 3D extruye más filamento de lo debido, las impresiones sufrirán problemas de sobre extrusión, lo que provocará la aparición de gotas, de encordado (o strigning) y de detalles con aspecto colgante. Una sobre extrusión extrema también puede contribuir al atasco del filamento en el hotend y a la obstrucción de este.
Para solucionar este problema te recomiendas que vayas a ver mi vídeo de YouTube donde te explico paso a paso como calibrar bien la extrusión de nuestra impresora 3D.
👉 Calibre para medir https://amzn.to/3A3mczD
👉 Cubo de Calibración https://www.thingiverse.com/thing:1278865
👉 Pronterface https://www.pronterface.com/
Índice de contenidos
Herramientas necesarios
Para calibrar tu extrusor, necesitas lo siguiente:
- Tu impresora 3D
- Un ordenador con el programa Pronterface
- Un filamento no flexible
- Calibre
- Un bolígrafo permanente
Para el calibre te recomiendo comprar este de Amazon el cual a parte de ser grande dispone de doble decimal por lo que tus mediciones van a ser más exactas.

- 【El Estándar de Calidad Más Alto】 Este calibrador digital Estructura de acero inoxidable finamente pulida con rodillo moleteado y tornillo de bloqueo para garantizar la suavidad y una posición precisa durante el uso. utilizando proceso endurecido, no óxido, más duradero, vida más larga
- 【Medición Precisa】 Este Calibre Digital Mide hasta 6 "/ 150 mm precisión de 0.01 mm. Esto le permite establecer cero y comenzar una nueva medición en cualquier punto de la escala y al instante Convierte entre pulgadas / milímetro con solo tocar un botón. Pie de rey digital Con 4 funciones de medición, diámetro interior, exterior, profundidad y escalera. Este calibrador a vernier electrónico es una herramienta de medición ideal para una amplia gama de aplicaciones industriales, eléctricas, joyas
Conecta la impresora
Como vamos a usar Pronterface, lo que tenemos que hacer es conectar la impresora al ordenador mediante el cable USB.
Precalienta el filamento
Luego debes precalentar el hotend de tu impresora 3D a la temperatura necesaria para el filamento que vayas a utilizar. En mi caso lo he calentado a 200 grados. Este paso lo hacemos directamente con el Pronterface.
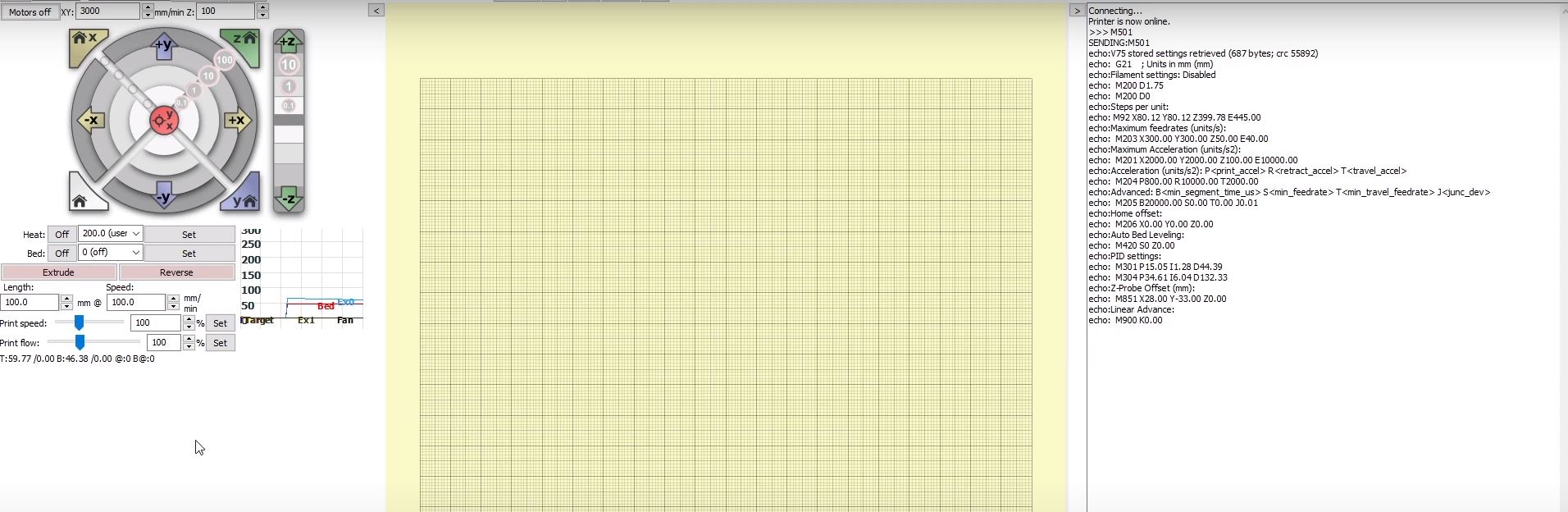
Obtén los valores por defecto
La impresora cuando nos llega ya dispone de unos valores por defecto los cuales los debemos obtener con el comando M501. Este comando nos devolver toda la configuración que tiene la impresora 3D.
Pero lo que más nos interesa, es la línea que empieza por M92 ya que lo tendremos que utilizar más adelante.
Marca tu filamento e inicia la extrusión
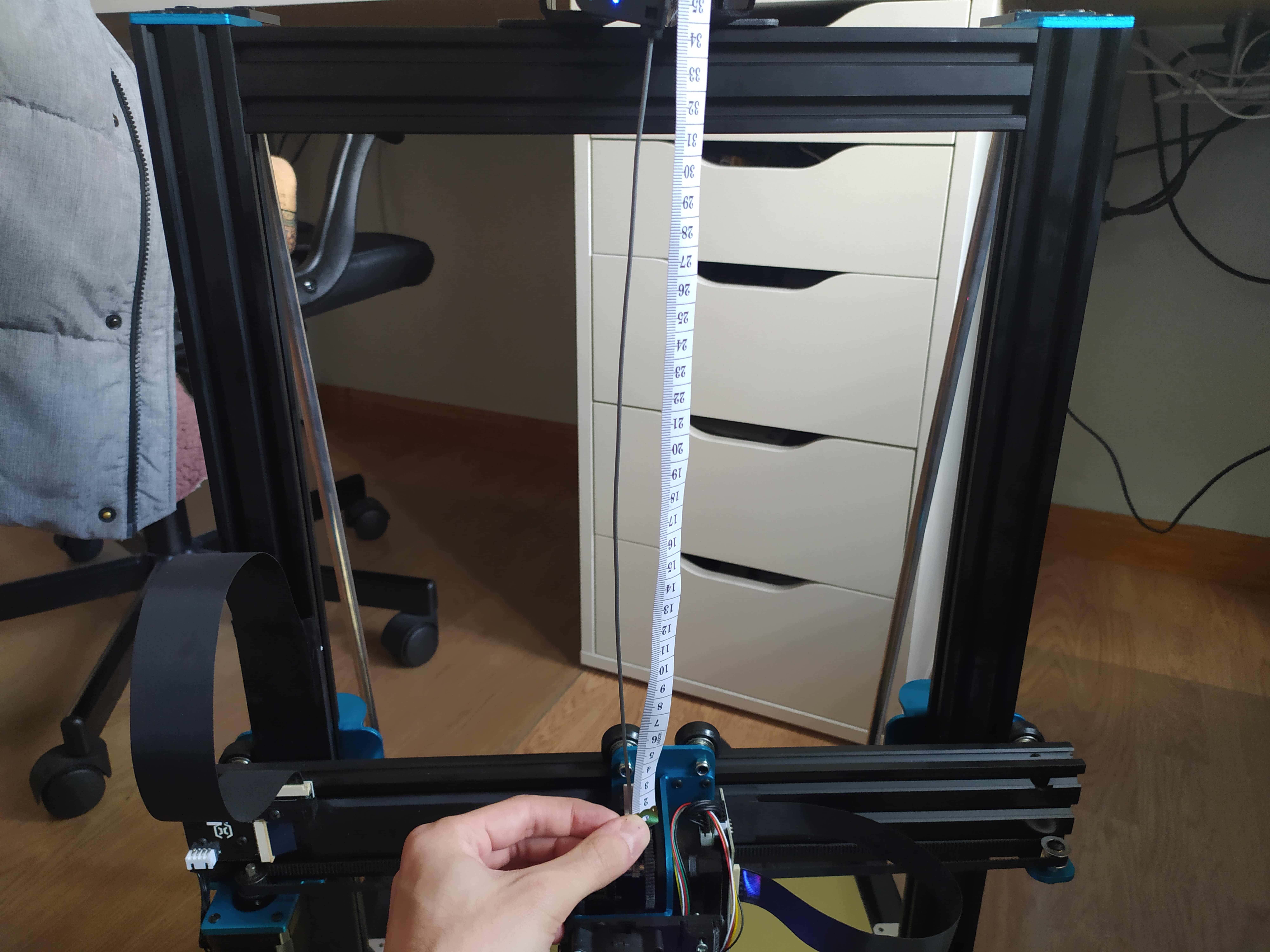
Ahora lo que tendremos que hacer es hacer una marca en el filamento a 150 mm o lo que es lo mismo 15 cm. En mi caso al usar una Artillery Genius, voy a medir desde la zona más próxima a la entrada del filamento en el extrusor.
Extruir filamento
Ahora que hemos hecho la marca en el filamento, a través de Pronterface le daremos a extruir 100 mm a unos 100 mm/s.
Este proceso también se puede hacer con el comando G1 E100 F100 a través de Pronterface. Poco a poco, irán pasando por el extrusor lo que la máquina calcula que son 100 mm de filamento. Esta operación se lleva a cabo en un minuto para evitar cualquier problema con la tensión del filamento o la presión en el hotend, que podría afectar a los resultados.
Medir el filamento
Hecho esto, la impresora debería haber extrudido exactamente 100 mm de filamento. Para comprobarlo, mide el filamento desde el extrusor hasta la marca original que hiciste.
Si mide 50 mm, tu extrusor está bien calibrado y ya puedes dejar de seguir estas instrucciones.
Si mide más de 50 mm, es probable que haya un problema de subextrusión y que debas aumentar el valor de tu ajuste para pasos/mm.
Si mide menos de 50 mm, hay un problema de sobre extrusión, así que deberás reducir el valor del ajuste para pasos/mm.
Calcula en valor correcto para pasos por milímetro
En este proceso nos hará falta el valor por defecto que tiene configurado la impresora 3D. En pasos anteriores utilizamos el comando M501 y tendremos que quedarnos con la línea que empieza por M92. A continuación, localiza el valor E-value (suele estar al final de esa línea). Ese es el valor actual para pasos/mm.
Ahora, vamos a calcular el valor físico para pasos/mm. En primer lugar, debemos saber cuánto finalmente se ha extrudido realmente. Para ello, medimos la distancia desde el extrusor hasta la marca que hicimos en el filamento y luego restamos ese valor de 150:
- 150 – [longitud del extrusor a la marca] = [longitud real extrudida]
Ahora, necesitamos saber cuántos pasos realizó el extrusor para extrudir esa cantidad de filamento. Podemos determinar ese valor multiplicando el valor para pasos/mm por la longitud que se debería haber extrudido, en este caso, 100 mm:
- [valor pasos/mm] x 100 = [pasos realizados]
Así, dividiendo por la longitud extrudida, obtendremos el valor físico correcto para pasos/mm:
- [pasos realizados] / [longitud real extrudida] = [valor preciso para pasos/mm]
Ahora solo falta introducir este valor en los ajustes de la impresora, ¡y listo!
Introduce el nuevo valor para pasos por milímetro
Para indicar un nuevo valor para pasos/mm, primero envía el comando M92 E###.#, sustituyendo las almohadillas (#) por el valor para pasos/mm que hemos obtenido en el paso anterior. Almacénalo en la memoria de la impresora enviando el comando M500.
Ahora, conviene que apagues la impresora y la vuelvas a encender. A continuación, manda de nuevo el comando M503 a la impresora y comprueba que el valor E-value coincida con el valor para pasos/mm actual. En caso contrario, repite la primera parte de este paso.
Para comprobar que ahora el extrusor esté calibrado adecuadamente, repite los pasos del 1 al 4. Esta vez, la distancia entre el extrusor y la marca debería ser de 20 mm exactos. Si no es así, vuelve a calcular el valor e introdúcelo de nuevo.
Con todo este proceso ya tendríamos nuestra impresora 3D totalmente calibrada en lo referente a los pasos por minuto del motor del extrusor. Si tienes alguna duda al respecto, te invito a que vayas a mi canal de YouTube donde explico esto paso a paso en vídeo y con imágenes.